
Marconi Memories
From Fire Control to GRADUATE: Memories of Marconi Space & Defence Systems, later Marconi Instruments, Fife
Following in my father's footsteps
In January 1977 I began working with Marconi Space and Defence Systems (MSDS) at Hillend, Fife. I didn't know at the time that I accepted the job that the contiguous Hillend and Donibristle Industrial Estates used land previously part of RNAS Donibristle, where my father had worked briefly after the war.

The eastern part of the old airfield was known as Hillend Industrial Estate and was operated by Dunfermline District Council. Most of the larger buildings were designated as 'Advance Factories', and addressed as AF1 etc. At first I worked in AF1 but very soon moved to AF8 to the south of AF1. The western end of the old airfield was known as Donibristle Industrial Estate and was operated by Fife Regional Council. Its larger buildings were referred to as 'blocks'. MSDS made use of buildings on both estates, running a shuttle service of Ford Transit mini-buses painted in a yellow and black GEC livery, GEC being the parent company.
Improved Fire Control System (IFCS)
My first job was with the Improved Fire Control System (IFCS) project. IFCS was a fire control system originally designed to improve the capability of the Chieftain Main Battle Tank. The system had been designed at MSDS Frimley and MSDS Hillend was tasked to produce the production test equipment and eventually to carry out the serial production. Because of the restricted space within tanks the system consisted of several self-contained assemblies that once installed in the tank would be connected by cables. The work of the project team at Hillend was mainly in developing test adaptors and procedures that would satisfy the requirements of MSDS Frimley's Production Test Specifications (PTS).
However I was to work with with John Knight, overseeing the build and commissioning of four manual test stations. These test stations consisted of a grey painted workbench fitted with shelves to take various instruments like voltmeters and signal generators. Below the bench was another shelf fitted with various fixed voltage power supplies. Half of the bench top was taken up by what was called the MTE (Manual Test Equipment), a large box with a sloping front panel largely made up of a special matrix plug board. The plug board allowed connections to be made to various switches, potentiometers and operational amplifiers. One of my first 'design changes' was to release the cable ties on the internal wiring so as to give the operational amplifiers a fighting chance of working.
The UK Ministry of Defence (MOD) was the end customer for IFCS and their practice was to own the equipment used to manufacture the product that it was buying. (Should their contractor cease trading the MOD would have title to the 'fixtures and fittings', in theory allowing another contractor to quickly take over the contract). This meant that there was an advantage for the prime contractor, MSDS, to buy in components such as test instruments in advance, for which it got reimbursed, while taking a profit. MSDS then got to hold and use that equipment under a system called 'embodiment loan'. If it did nothing else with them test instruments held under this scheme were subjected to a calibration schedule, the argument being that should the MOD recall the loaned items they would be fully functional. There was a precision voltage source that took so long to get through the calibration cycle that no sooner had we got it back than we got it ready to be sent back again!
As a result John and I got involved in managing the calibration cycle for instrumentation bought for the manual test stations and also that for the single automatic test equipment (ATE) being configured by Colin Wilson. That eventually consisted of three 19” racks, two holding instruments and one, the so-called console, housing a disk cartridge holder, Arcturus 18D mini-computer, display and keyboard shelf. The instrument trays had an extension at the back that carried a standard interface card plus any special cards that were needed to cope with the proprietary interface of the instrument. Where possible instrument and their trays were selected from those used in other projects. The development of interfaces special to the IFCS ATE instrument fit fell to George Dishman, working under Colin Wilson.
IFCS CIU test engineering
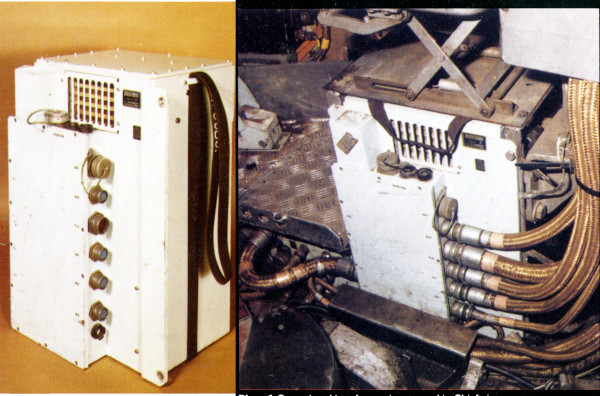
Once the Manual Test Equipment stations were passed out as 'deliverables', (i.e. transferred to the manufacturing unit in AF1), I was put in charge of the project work for the Computer Interface Unit (CIU), the main component of IFCS. This was quite a surprise to me as up until then I had been one-step removed from IFCS, commissioning the test equipment and not having to know anything about IFCS itself.
The CIU was heavy and noisy. At the top of the casing two fans blew external air through the heat exchanger matrix. Two internal fans circulated internal air, the system being hermetically sealed. We had a foam-lined wooden box made to slip over the top to make the whine bearable. (The sound came to be quite reassuring as it usually meant that everything was working!). The 'manual' test wasn't really very manual as the CIU contained an Elliot Brothers 12/12 computer, input/output boards and switching power supply modules so if we could 'wrap-back' the interface boards to each other a self-test program could be run within the CIU itself.
A single rack, called an OMP, arrived as a complete unit, probably from Marconi Avionics Rochester. This could be connected directly to the 12/12 computer, supplied in its own casing or to the CIU. The OMP had a paper tape reader/punch, control switches, a simple text display and a keyboard. The 12/12 computer (12-bit word, 4k word core memory) could be loaded with programs from the tape reader on the OMP. If the 12/12 was loaded with an editor program a source tape could be created, then, once the compiler program had been loaded from another tape, the source tape could be fed in, compiled and a machine code tape output. Later on it became possible to do the edit and compile functions using an Arcturus, only the machine code tape then being punched out. All of the software developments arrived via Rory McLeod from our software group. They all seemed an itinerant bunch as they would each roam the factory looking for an unemployed 'console' with a disk cartridge in hand. Because 'everything' was held on the disk cartridge the console 'belonged' to whoever owned the cartridge currently slotted in. This was a very useful feature that continued for many years until newer systems included built-in hard drives. The downside was that the software team didn't have a proper work centre and certainly operated without any proper configuration control or quality assurance system.
When Hillend began to make their first IFCS equipments about four of us were seconded to the production unit for the first week. That was quite an eye-opener as we observed an inspector trying to cut new keyways into a circular connector to make it fit a socket, not realising that each part had a different number of pins. Another visually passed out a stack of circuit boards that even from twelve feet away we could see hadn't been through the solder bath. Equally shocking was seeing a large lady from the production line standing on power modules to force them into the CIU. Hopefully the build quality improved by the following week when we were no longer around to oversee and advise.
Donibristle Days

Following that I went on to develop the test programs for the CIU using the ATE, both the software running on the ATE and the CIU. The first task of the ATE program was to load the CIU with its 'wrap-back' routine, simpler that that used one the 'manual' test as now the inputs were generated by the ATE and the outputs checked by the ATE. By this time all the ATE groups had moved to Block 5 on the Donibristle site.
The original Block 5 had been extended and a three-storey office block built to the south of the site, providing accomodation for the engineering staff. The north side of the site retained the usual offices needed for a light engineering company but now occupied by the likes of our personel department. Here would have been the original main entrance and reception area now barred by a large steel gate, 'for emergencies only'. Between the two office blocks was the usual high-bay single storey, corrugated sheet-clad industrial building. Linking the two office blocks was a corridor flanked by shoulder-high walls on both sides, dividing the shed into two. The larger, western side, was home to ATEs in commision for the likes of Sea Dart, Mk. 24 Torpedo, Stingray Torpedo and, of course, IFCS. The eastern side was occupied by ASG and a pen where our skilled wiremen and women like Alec Thompson and Liz Dundas worked.
The IFCS team, lead by Martin Stevens, now comprised Jim Bunton, George Dishman, John Hunter, Jim Kirk, John Knight, Jim Petrie, Chris Stuart and Colin Wilson, plus a few others whose names escape me. Jim Kirk emigrated to Canada and one of the others, from the Isle of Man, left to join the Royal Navy. Jim Kirk made free phone calls to his uncle in Canada by asking for a local call to one of our team's home in Aberdour. The phone was never answered of course so after a few rings the phone was put down then immediately picked up again. That released the call to Aberdour but still left a working external line for Jim to dial his international number on!
The pressure was suddenly on to get the single IFCS ATE out of the door. I don't know if that was for cash flow, contractual or manufacturing need but we started working day, night and 'swing' shifts. It was here that the use of disk cartridges started to cause problems, each engineer had his own disk, the day and 'swing' shift ones were to the same build standard but the night shift ones weren't. Every night the night shift people blew up a large H60/50 power supply (60 volts max, 50 amps max), and every day someone had to repair it. The responsible hardware engineer was forever making 'improvements' to the control interface and had a close working relationship with one of the software team. The result was that hardware and software changes were made quickly and often. The engineers that saw daylight received the necessary software changes, the night owls didn't.

While the removable disk cartridge held all the necessary software to boot up the ATE and to develop programs using MATLAS, Marconi's version of ATLAS, a programming language primarily designed for test equipment, it was usual to save files onto paper tape using a Facit 4070 punch (75cps) and to load them using a Trend UDR700 reader. The later could run at 700 cps. To my mind it wasn't as clever as it could have been as it would 'snap' between stopped and full-speed. The inertia of a large reel of paper tape was quite enough to provide the 'immoveable object against the Trend's 'irresistible force', with the result that the tape would break. We had to employ tricks such as leaving plenty of slack or, in extreme, spinning up the reel by hand.
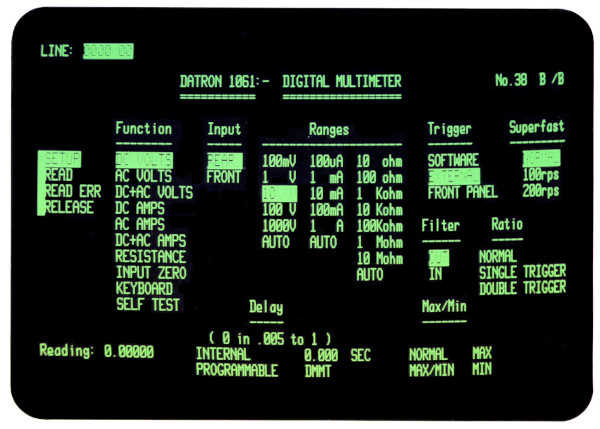
I now had responsibility for developing self-test programs for the ATE and a couple of interesting problems cropped up. One was related to how fast we operated certain switches. I forget the exact details now but it had some similarities to the effect used in 'bucket brigade' devices that became of interest at the time. The other was most peculiar because it involved the Datron 1061 digital voltmeter we had, which was pretty much state-of-the-art, 'six figure precision' etc. The beast was now out by 10% or so. (As an aside, a little trick that I passed on to our service department was to use a standard dry cell battery as a voltage reference, very stable and no mains interference and portable). It turned out that our 'H60/50' team were at it again. Despite the fact that the Datron had its own built-in filters and averaging systems they thought they would do there own. Every time the application software demanded a reading from the Datron the interface routine called for ten readings, added them, then divided by ten. Except in didn't, it was something like the Datron already had a reading in its output buffer so it was eleven readings that got totalled and divided by ten - 0.00001% becomes 10%!
GRADUATE, in-house developed ATE
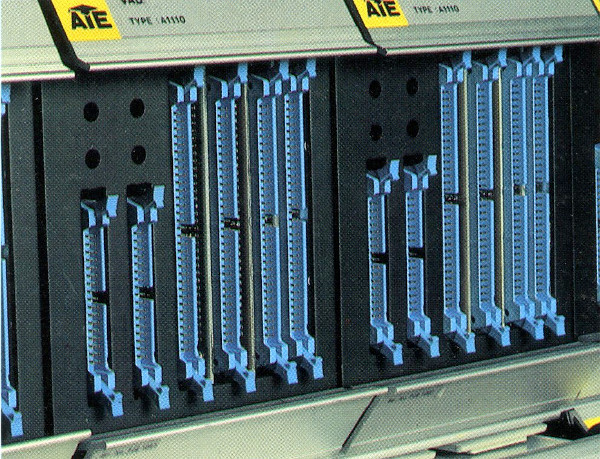
In the meantime the ATE and Simulation side of MSDS in Fife was moving towards being a separate business, literally going down the hill to the Donibristle site and breaking its links with other parts of the Defence and Computing parts of GEC Marconi. (There were rumours of Frimley and Portsmouth making their own ATEs and having 'stolen' Fife created software as a basis). Our Advanced Systems Group, led by John Sutcliffe, had been developing a new style of ATE with a lower, wider rack, designed to take single or double width modules. Each shelf had eight standard gray plastic shells that could accept a double width module. The back plane wiring used ribbon cables with Insulation Displacement Connectors, (IDC), at the appropriate position. The connectors projected through a slot in the back of the shell and were held in place by C-shaped pieces of mild steel. Eventually these would bend, especially if a module didn't mate properly. A quick fix was to flip the plate over so that it would re-shape itself as it was screwed down into position. Each single module could be fitted with a maximum of two 37-way and two 25-way connectors. Some modules, such as the counter /timer had special connectors, as required, on the front.
In retrospect this was all rather bold as the ASG had taken on building their own control computer plus analogue instruments such as voltmeters and counter/timers which previously had been bought in from companies with many years of experience. This new system was titled GRADUATE and started to be used with new projects at Donibristle, such as Stingray, a lightweight, air-launched torpedo.
With the run down of the IFCS project in 1979 I became a project engineer working for Bill Keay, under Malcolm Chisholm. I was his team leader for what was to be the new Sea Eagle project but at that time called P3T, a somewhat unfortunate title for Rita, the project typist. She was the best typist that I have ever met. If you started to talk to her at her desk she would start typing. You would stop talking. She stopped typing. Then you realised that she was essentially doing dictation typing on the fly. Rita never made a mistake. Never. Except P3T. Pea Three Tea sounded all too much the same so came out as PT3, TP3, 3TP etc. At least I always knew now what to look out for when checking for errors.
At first there was limited information, enough to begin designing the mechanical interfaces and electrical connections but not much else. Bill was a great guy to work for as he was well regarded by management but he also insisted that his team was the best so we were among the best paid and picked up any bonuses going.
Shortly after joining Bill I was seconded to the Advanced Systems Group. Two of the group's senior designers had been working on what was called the DTU, Digital Test Unit, modules that would be capable of providing and checking high-speed digital signals to and from the ATE pin-face. This would extend the capability of the GRADUATE system whose first modules had all been analogue. My job was to commission the first of these DTU modules leaving the senior designers to complete their work on other parts of the system. The most complicated module was the VAD or Variable Architecture Device. It could be configured under software control to provide various test patterns. These might be a programmed set, pseudo-random or built-in. Testing of digital equipment was quite new in those days and designers were always looking for ways to shorten test times. For instance a board with 12 inputs would might need to be presented with 4096 different patterns to be sure that all possibilities were covered but something like a 'walking one' might suffice. In reality things can be even more complicated, not all combinations would be legal and if the board contained sequential logic both those test schemes would be meaningless.
One problem that cropped up was that the controller for the DTU was supposed to have the ability to run sub-routines. As with most processors this involved storing the address of the calling instruction, jumping to and executing the sub-routine, then jumping back to the calling routine. To do this properly either means storing the address of the 'call' and returning to 'call +1' or storing 'call + 1' and returning to that, i.e. the main routine has to pick up the next instruction after the call to the sub-routine. Unfortunately this processor returned to the calling instruction, putting it into a perpetual loop. The designer wasn't pleased as the processor used an eight-layer board and he had already authorised production. I solved his problem by cutting the track to the lowest address bit and tying it 'high', after getting assurance from the software group that they could always ensure that the compiled code would perform sub-routine calls from even addresses, i.e. a potential call from '1' would be coded as 1 = No Operation, 2 = Sub-Call, whereas a call from '4' would be coded as 4 = Sub-Call. In the first case '2' would be stored, in the second '4' would be stored. However when the stored address was read back, with the low bit permanently high, they would be seen as '3' in the first case and '5' in the second, and so avoiding the loop.
The control interface board for the DTU system was interesting as it 'broke the rules'. The data sheets for integrated circuits designed for parallel data words label pins as A0, A1, A2 etc. and D0, D1, D2 etc. This particular board contained a ROM chip which effectively held the control logic of the board's function, inputs to the address line would produce a certain output. The designer (Peter Williams?) ignored the conventional pin labels and instead allocated them so that there was minimal, (if any), crossover of tracks, the final board being of double-sided design. The result was that we had to do a translation when this control ROM was burned. For a start all the signals were negative-asserted and something like the middle four bits were swapped around, so hex B3, or 10110011 became 01001100 by inversion and then 01110000 by bit-swapping, or hex 70. It was, however a very useful interface board so later, when I had a need for a pulse generator for Sea Eagle ATE I was able to use this DTU system board just by fitting a new ROM.
Marconi Instruments gains a new division
Shortly after the launch of GRADUATE the ATE business at Donibristle was reorganised under the Marconi Instruments (MI) name. This led to several changes, such as a new Mitel SX telephone system and the acquisition of a DEC VAX computer with various standalone terminals around the site and a form of corporate email across the MI business. We could now email their sales office in Italy for instance. One milestone of note was the addition of a 10Mb hard drive which 'would solve the company's email problems'. It was now possible to produce decent looking documents on A4 paper rather than on lineprinter fanfold paper, as long as it was directed to one of two Diablo 630 Daisy Wheel printers, one of which was in the computer room, guarded by a coded lock, (1234?).
When I first joined MSDS all of their ATE were produced in support of Ministry of Defence (MOD) contracts. They required full design disclosure, so that in theory if a supplier went out of business another supplier might be able to take up production. This didn't apply to proprietary items such as digital voltmeters or counter-timers bought from the open market that we fitted to the ATE. What had been associate MSDS factories 'down South' were now trying to move into the ATE business and it was quite possible that one of those factories manufacturing say, torpedoes, might bid for a second batch of supporting ATEs using the Donibristle designs, as disclosed to the MOD. GRADUATE would have to become a proprietary item if MI Donibristle was to survive. Generic GRADUATE was born.
A factory within a factory
Following our incorporation by Marconi Instruments our cluster of buildings was re-named in honour of Scots scientists. Block 5 became Maxwell, the building with the Nimrod Simulator and EMC cells, Flemming, the small office block to the east of Maxwell, Dewar and the large bulding to the east running alongside the main road, Kelvin. It was here that our factory-within-a-factory, producing generic GRADUATE ATEs was established.
All of our ATE started out with at least some common components, originally the so-called console. GRADUATE was intended to be modular right from the start and as far as possible the modules ideally were to be considered as proprietary items. In order to achieve this status a factory within a factory was set up, managed by Tony Newland. I went to work for him as senior systems engineer, bringing the staff total up to two! We would receive GRADUATE modules and slot them into the low-level GRADUATE rack, called a 'kernel' to build up a 'standard' system that we would 'sell' usually to an internal customer working to a MOD contract. For instance several ATE were required for Stingray torpedo and the core of that would be a proprietary GRADUATE ATE that the Stingray project team would add additional racks and equipment to. Only these additions needed to be disclosed to the MOD. (A good argument can be made that any general purpose ATE from any manufacturer could be hooked up to the specialised Stingray equipment to perform the same function, just as any equivalent commercial voltmeter could replace any that we bought in).

The typical GRADUATE ATE was L-shaped in plan and 'desktop' in height, except in the region of the pinface. The shorter arm housed a hard drive of about 10Mb and two 8” floppy disc drives. On top of this cabinet was usually positioned an 80-column monochrome green Visual Display unit (VDU) and matching keyboard that could be lined up with the display or withdrawn to the length of the spiral connecting cable. There was usually an OKI Microline 82A dot matrix printer supplied as well. In the quadrant that connected the two arms lived the power supply trolley, about 18” high, fed by a large mains cable and usually terminated in a blue power connector. The longer arm was built around a 'kernel' rack. At the quadrant end each shelf had a mains powered fan, blowing air into a square-sectioned manifold with round tubes sprouting out of one face going into the back of the module shells. At the far end was a pressure sensor for each manifold. A standard kernel could be built up either way round, i.e. the pressure switch and fan mounts were identical. Each shelf had a control bus made up from ribbon cable, one end of which was fed from an interface card and the other connected to a smaller terminator card. Again these two items could be mounted at either end of the rack.
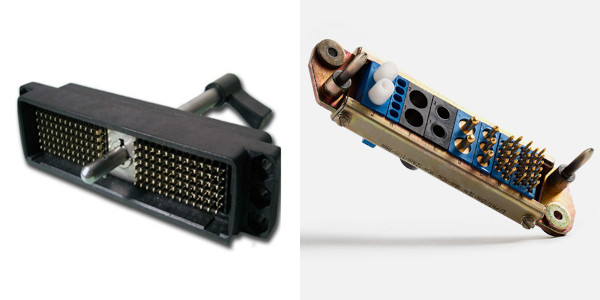
The pinface was mounted above the table top surface so that adapters and Units Under Test (UUT) were positioned at about desktop height. The standard pinface connector was the ITT-Cannon DL zero insertion force connector. This used a matrix of identical flat pins on both halves of the connector, two banks of 72 pins. The matrices on the ATE moved under the action of a central cam. Originally designed to be operated by a handle on each connector two rows were ganged together with one external lever for each bank. This application wasn't entirely successful as it was possible not to engage all the connectors properly and then for the operator to provide sufficient force on the lever to hear off the locking pins on individual connectors. Invariably one would find that individual pins had 'pushed back' and they had to be reset. Where currents exceeding 0.5 amps had to be supplied to the UUT one or more of the DL connector positions would be fitted instead with an array of Smith's Hypertac modules of appropriate current rating. These connectors didn't need any additional mechanism as they were very low insertion force by design.
Contraves, a diversion too far?

Charlie Tyson replaced Tony Newland who set up a new group in Dewar building which was intended to provide engineering support for potential business. Once he started work with the Swiss company Contraves Tony asked me to come and work with him and I attended some meetings with their engineers and a sub-contractor, PPM, in the South of England who were going to provide a switching matrix. I proposed using 'strip-line' techniques to make conections as the design requirement was quite demanding. Someone produced a concept diagram including the proposed earthing arrangements. My instrumentation experience told me that it was never going to work. That and the seemingly endless meetings persuaded me that I really wanted to be back leading the commissioning team that had now grown to two and where the 'problems' were under control.
The mini-business was functioning well now, apart from having another layer of management shoved in above Charlie Tyson. I had two commissioning engineers, an apprentice and two top-link wiremen seconded to us more or less full time. Manufacturing was always wanting to take them back but they saved us so much time. I could explain to them what bespoke wiring was needed and they were able to employ their skill and experience to produce neat arrangements that were exactly what was needed. They also produced working notes from which we then produced the signed-off drawing. Invariably they would come up with a better way to lay out a cable than any draughtsman working away in the drawing office. They were motivated too, being allowed to be part of the design process. The apprentices were both young women, Karen Watson and Jacquie Aidie. Karen was still attending college on day-release whereas Jacquie was probably into her third year.
Non-military business - back to telecomms?
The push was now on to find non-MOD customers. One of the first must have been GEC Telecoms. at Newton Aycliffe who took several of our ATE. By that time the GRADUATE name was being dropped and '8060' being used instead, followed by a better styled but functionally identical '8080'. I think it was an 8080 model that we sold to French telecomms. company CGCT in Périgueux. The year after it had been supplied they requested additional power supplies. I went out with one of our service technicians to commission them and to update the self-test program. While I was there I wrote a software tool that turned the Visual Display Unit (VDU) into a large analogue voltmeter with a bar display so that instead of having to keep checking small text numbers as produced by the usual program loop which could only be read seated at the ATE this display could be read while sitting on the floor adjusting the pre-set control on the power supply.
Whith the arrival of the new telephone system some of us got our own telephones. The grade of service was individually configurable, some limited to internal call, some local, some national and a very few international. The French contract put me in that number so, in theory I could now phone my Canadian relatives directly, not that I ever dared.
Unlike the project teams, invariably staffed by graduate engineers, the service people were all non-graduates with 'chips on their shoulders'. One told me that he couldn't see why I should be paid more than him. I said, “When you go on site to fix a machine you at least know that it worked once, (at final test). When I see a machine I don't know if it has been made right or even designed right”. The classic for me was the simple two-wire polarised circuit that ran through multiple racks. Failing on commission one would find that every transition, every connector gave an opportunity to swap the wires and Marconi staff did that to the full! Sometimes there was the 'technician fix', the wires swapped without telling anyone, then there was the 'engineer's fix', the wires had been swapped but an ECR (Engineering Change Request) had been raised. Some of these 'fixes' were to put right errors upstream so they were introducing errors that weren't there in the first place. With the equipment on the commissioning floor one could look at the original design and the drawings for each rack and work through logically putting right errors that were there and errors that shouldn't have been there and cancelling all the rogue ECRs. The chances were that the error did originate at the design stage, requiring me to issue the definitive ECR.
A chance to study something new
In 1984 I saw an advertisment from the Manpower Services Commission offering sponsorship for various 'advanced technology' degrees. The commission was a UK government agency that among other things was attempting to ensure that the UK had sufficient people trained in the new skills that government thought were necessary for the UK to compete internationally as computing power was becoming cheaper and more powerful - a new industrial revolution. The course that attracted my interest was an MSc in Computer Integrated Manufacturing. I duly sent in my application and heard nothing.
Then one Friday I received a telephone call, "Can you be unemployed by Monday?" It turned out that the course had been running for a week but the MSC hadn't been able to take up all of its sponsored places so was now offering me one of them. I asked for a bit of time to consider, telephoned Mum and Dad to see what they thought, then spoke to my boss, Charlie, and then Personnel. They said that 'as it was for training' they had no objection to me resigning so the following Monday saw me on the train to Glasgow and Marconi became just a memory.
Passing people memories
Having forgotten so many names it seems a shame to leave out those that I do remember. Number one must be Jackie Downie, a grey/blue-eyed lass, the first person that I saw while waiting in the reception vestibule. When I worked in AF8 she sat a few desks away, in an other section and sometimes would sing to herself, using notes that resonated with my chest cavity, a strange experience. On IFCS we had a liasion engineer, Victor Mehta, who was always smoking. He would tease a blonde lady, our section typist/clerk, who also smoked, that she was like his car, slow starting in the morning and always smoking. Another two ladies, Helen and Audrey, guardians of the 'Cal Lab', always ready to tell one that a form hadn't been filled in correctly, truly terrifing. Helen was one of the older people at MSDS and came from Kelty. One of the project leaders, Alan, a team leader from England, caught her saying that the snow had been laying on the ground for three days in Kelty and he, quick as a flash, said that would be a first for Kelty, the implication being that anything laying on the ground in Kelty would be swiftly 'acquired', Kelty not having a good reputation. Audrey, being a Cant might be a relative! Later she moved to Personnel, got married, became a Sievwright and I found her very nice person to work with.
The teasing of Helen took place on one of the site buses, taking us to the canteen by AF1. I remember four drivers, two men and two women. One of the men was a John and the slighter of the two women, Liz. The other woman could be temperamental which affected her driving - not so good when it was a trip to Edinburgh airport!
During my time in Maxwell there was a quiet girl called Christine working on software development, a short girl, Gaynor Hunter, working in Tech. Pubs. who drove a black Golf GTi. Working on the commissioning floor was Moira Gordon, part of the University of Aberdeen set, the only female engineer that I recall at Marconi. She later married Chris Stuart, another of the Aberdeen 'crowd'. (There was at least one other Aberdeen lad that I am sorry that I can't recall his name, which is strange as I got on well with him). Moira went on to work with a training section in Flemming building. I sent my apprentice, Jacquie to see her once as she needed some data for her studies. I said "She is the one with the gorgeous mint chocolate eyes!" and Jacquie, minx that she was, claimed that she had said that to Moira and that Moira had replied, "I thought he had never noticed!". Jacquie, a naturally very pretty lass, ruined her chances of being an 'ATE model' when she went home to apply her 'war paint', one definitely over-gilded lily. I think by that time she had married Angus M. Denise, who lived in Dalgety Bay, got to get the model job instead.
Robert Lobban sat in the northern office area, I think he might have worked on Mk. 24 but at that time possibly Sky Shadow. That electronic countermeasures airborne pod used the 12/12 computer, the same as I had worked on with IFCS, so he might have chased me up to learn from my experience. I remember him talking about Radar so I told him what I knew about the subject, including 'chirp' techniques. He just smiled, then said that I had essentially just given back to him what was written in the 'confidential' document in front of him. My Communications lecturer, Dr. P.B. Johns must have been even better than I thought. 'Bob Lob' had been taught by Professor R.V. Jones, of WW2 fame. He said that the prof. liked to give his class a photograph and ask them to extract as much information from it as they could. Bob trained for and completed the London Marathon.
There was another Jim Shaw, a tall man from Yorkshire who walked with an 'agricultural' gait. He invited me for a meal with his large family in his self-built bungalow in Inverkeithing. I lent him my Motorola 6800 microprocessor development kit as he was keen to introduce computing to his eldest.
I didn't live far from the industrial estate, just a few minutes walk. I wasn't the only one. Just across the road lived a security guard called Sievwright and further up the hill, Ray Morgan, who was a personnel officer. Further still were sisters Elaine and Karin Hillhouse. Karin worked up at AF1 and Elaine worked in the Security Office in Kelvin, a function needed to satisfy MOD requirements.
The boss of our division was Peter Hand, I think he had been there longer than I had. His boss in MI days was a man called Grunenberg, large build with a dark hair and a beard. He gave me a short interview once when I wrote a memo saying that all the boses were on leave at the same time, apparently he hadn't been! Peter took at least one trip to our newly-gained Italian distributor, (the MI connection). There were stories circulating about how he had booked into a very expensive hotel even though he was flying out early the next morning. He also brought back a story from the distributor that in preparation for a visit by an important American client they had tried to get a favoured local restaurant to serve a high-quality wine. At first this had been refused as there wasn't enough time to 'condition' the wine drawn from the cellar but eventually the restrateur had relented. Come the day the wine was duly served to the client who spat it out straightaway - "This goddam wine is warm!"
Mention of drink recalls a draughtsman called Willie. He had been sent to London armed with a company credit card but went missing. Turned out that he had gone on a drinking spree and had lost track of who he was or where he was. Given that he was a good draughtsman and that he had a known alchol 'problem' it was decided that really the company was to blame and someone was sent to rescue him.
Postscript
It must be at least 15 years since I visited Fife and even then I think I just drove past the old RNAS site on the main road. I see from Google StreetView that main Marconi Instruments buildings, Maxwell and Kelvin, have been completely flattened and only Dewar survives but repurposed. The buildings may be gone but some of the memories remain!